- Home
- APICS
- CPIM
- CPIM-Part-2
- Certified in Planning and Inventory Management(Part 2) Questions and Answers
Free Practice Questions for the APICS CPIM CPIM-Part-2 Exam (2026 Updated)
At Marks4sure, we are dedicated to providing IT professionals with the most accurate and reliable preparation materials for the APICS CPIM-Part-2 exam. To support your certification journey, we have made a selection of our premium 2026 CPIM practice questions and answers available completely free. You can take this practice test as many times as you need. Every question includes a detailed, expertly verified explanation to ensure you fully grasp the core security concepts before test day.
A reduction in purchased lot sizes will reduce which of the following items?
Options:
Inventory levels
Frequency of orders
Reorder points (ROPs)
Setup times
Answer:
AExplanation:
A reduction in purchased lot sizes will reduce inventory levels. Purchased lot sizes are the quantities of inventory that a stage of the supply chain either produces or purchases at a given time 1 . Inventory levels are the amount of stock available throughout the distribution network 2 . By reducing the purchased lot sizes, a company can lower the amount of inventory it holds, which can reduce the inventory costs, such as holding costs, shortage costs, and order costs 3 .
Holding costs are the costs associated with storing and maintaining inventory, such as rent, utilities, insurance, taxes, depreciation, and obsolescence 4 . Shortage costs are the costs incurred when demand exceeds supply, such as lost sales, customer dissatisfaction, and backorder costs 4 . Order costs are the costs involved in placing and receiving orders, such as transportation, inspection, setup, and administrative costs 4 .
Reducing the purchased lot sizes can lower the holding costs by decreasing the average inventory in the supply chain due to either production or purchases in lot sizes that are larger than those demanded by the customer 1 . This is also known as cycle inventory 1 . Reducing the purchased lot sizes can also lower the shortage costs by increasing the frequency of orders and decreasing the lead time between orders 5 . This can help avoid stockouts and meet customer demand more consistently. Reducing the purchased lot sizes can also lower the order costs by optimizing the order quantity based on the trade-off between holding costs and order costs. This is also known as economic order quantity (EOQ).
Therefore, a reduction in purchased lot sizes will reduce inventory levels and inventory costs.
References : 1 : Chapter 11 Flashcards by Amy Horton 3 2 : Optimal Inventory Levels: Calculate & Manage Your Stock Levels 2 3 : Inventory Levels Explained: The Highs & Lows Of Optimal Stock 1 4 : Economic Order Quantity Model in Inventory Management 4 5 : Dual sourcing: Advantages and disadvantages : Economic Order Quantity: What Does It Mean and Who Is It For 5
Which of the following measurements indicates there may be bias in the forecast model?
Options:
Mean absolute deviation (MAD)
Standard deviation
Tracking signal
Variance
Answer:
CExplanation:
The measurement that indicates there may be bias in the forecast model is the tracking signal. The tracking signal is a ratio of the cumulative forecast error to the mean absolute deviation (MAD). The cumulative forecast error is the sum of the differences between the forecasted and actual values over a period of time. The MAD is the average of the absolute values of the forecast errors. The tracking signal can help detect and measure the bias of a forecast model by comparing the magnitude and direction of the forecast errors. A positive tracking signal indicates that the forecast model is consistently over-forecasting, while a negative tracking signal indicates that the forecast model is consistently under-forecasting. A zero tracking signal indicates that there is no bias in the forecast model. A rule of thumb is that if the tracking signal exceeds a certain threshold, such as ±4, then there is a significant bias in the forecast model that needs to be corrected.
The other measurements do not indicate bias in the forecast model, but rather other aspects of the forecast accuracy or variability. The MAD is a measure of the average error or deviation of the forecast model from the actual values. The MAD does not indicate bias, as it does not consider the direction or sign of the errors. A low MAD indicates a high accuracy of the forecast model, while a high MAD indicates a low accuracy of the forecast model.
The standard deviation is a measure of the dispersion or variation of the forecast errors around their mean. The standard deviation does not indicate bias, as it does not consider the direction or sign of the errors. A low standard deviation indicates a low variability or uncertainty of the forecast model, while a high standard deviation indicates a high variability or uncertainty of the forecast model.
The variance is a measure of the squared deviation or dispersion of the forecast errors around their mean. The variance does not indicate bias, as it does not consider the direction or sign of the errors. The variance is related to the standard deviation, as it is equal to the square of the standard deviation. A low variance indicates a low variability or uncertainty of the forecast model, while a high variance indicates a high variability or uncertainty of the forecast model.
References := Forecast KPI: RMSE, MAE, MAPE & Bias | Towards Data Science , A Critical Look at Measuring and Calculating Forecast Bias – Demand Planning , Forecast bias - Wikipedia
To facilitate transportation efficiency and inventory management, companies frequently use:
Options:
automated storage/retrieval systems (AS/RS).
small lot sizes.
standardized containers.
contract carriers.
Answer:
CExplanation:
Standardized containers are containers that have uniform dimensions and specifications, such as pallets, crates, boxes, etc. Standardized containers can facilitate transportation efficiency and inventory management by reducing the handling time, increasing the loading capacity, improving the space utilization, and simplifying the packaging and labeling processes. Standardized containers can also enable the use of automated storage/retrieval systems (AS/RS) and other technologies that require consistent dimensions and weights of the items. References : CPIM Part 2 Exam Content Manual, Domain 7: Plan and Manage Distribution, Section 7.1: Distribution Network Design, p. 38.
The approved output of the distribution requirements planning (DRP) process is an input to which of the following planning processes?
Options:
Strategic
Business
Master production 0
Final assembly
Answer:
CExplanation:
The approved output of the distribution requirements planning (DRP) process is an input to the master production planning (MPS) process. The DRP process determines the quantity and timing of finished goods to be delivered to each distribution center or warehouse to meet customer demand 1 . The output of the DRP process is a distribution schedule that specifies the planned delivery dates and quantities of products 2 . The distribution schedule is then used as an input to the MPS process, which determines the quantity and timing of end items to be produced at each manufacturing facility 3 . The MPS process balances the demand from the distribution schedule with the available capacity and resources of the production system 3 . The output of the MPS process is a master production schedule that specifies the planned production dates and quantities of end items 3 .
References : CPIM Part 2 Exam Content Manual, Domain 4: Plan and Manage Supply, Section 4.1: Supply Management Concepts and Tools, p. 33-34.
Which of the following actions best supports a company's strategic focus on delivery speed to improve competitive advantage?
Options:
Maintaining high-capacity utilization
Developing flexible operations
Cross-training workers
Implementing rapid process improvements
Answer:
BExplanation:
Developing flexible operations is the best action that supports a company’s strategic focus on delivery speed to improve competitive advantage. Flexible operations are the ability to adapt to changes in customer demand, product mix, quality standards, and delivery schedules 1 . Flexible operations can help a company achieve faster delivery speed by enabling it to respond quickly and efficiently to fluctuations in the market, reduce lead times, optimize resource utilization, and avoid bottlenecks 2 . Flexible operations can also help a company gain a competitive edge by offering a wider variety of products or services, different volumes or quantities, and varying delivery dates to meet customer needs and expectations 3 .
Some examples of flexible operations are:
Volume flexibility: the ability to produce different quantities or volumes of output 3
Delivery flexibility: the ability to change the timings or modes of delivery 3
Product flexibility: the ability to produce different types or variants of products or services 4
Process flexibility: the ability to use different methods or technologies to perform a process 4
Resource flexibility: the ability to use different inputs or resources for a process 4
Some strategies for developing flexible operations are:
Using modular design: designing products or services that consist of interchangeable components or modules that can be easily assembled or disassembled 5
Implementing automation: using machines or software to perform tasks that would otherwise require human labor 6
Adopting lean principles: eliminating waste and non-value-added activities from processes, such as overproduction, inventory, defects, waiting, transportation, motion, and overprocessing 7
Applying agile methods: using iterative and incremental approaches to deliver products or services that meet changing customer requirements and feedback
Cross-training workers: training workers to perform multiple tasks or roles within a process or organization
References : 1 : Operations Flexibility Definition 2 2 : Why flexibility is critical when planning an operations - KPMG 4 3 : Performance Objectives - What Are the 5 Business Objectives? - PeopleGoal 1 4 : Competitive Priorities in Operations with Examples - StudiousGuy 5 5 : Modular Design Definition 6 : Automation Definition 7 : Lean Principles Definition : Agile Methodology Definition : Cross-training Definition
A product family consists of 46 items, each having 5 features available and 6 options available. At which level of the bill of material (BOM) would it be most appropriate to forecast?
Options:
Subassembly level items
Component level items
Final assembly level items
Both subassembly level and final assembly level items
Answer:
CExplanation:
A product family is a group of products that share common characteristics, components, or functions, and that satisfy a similar customer need or market segment 1 . A bill of material (BOM) is a list of all the materials, components, and subassemblies required to manufacture a product 2 . A BOM can have different levels, depending on the complexity and structure of the product. The most common levels are:
Final assembly level: This is the highest level of the BOM, where the finished product is shown as a single item. This level contains the basic information about the product, such as its name, description, quantity, and unit of measure 2 .
Subassembly level: This is the intermediate level of the BOM, where the subassemblies or modules that make up the final product are shown as separate items. A subassembly is a group of components or parts that are assembled together to perform a specific function within the final product 3 . This level contains the information about the subassemblies, such as their names, descriptions, quantities, units of measure, and relationships to the final product 2 .
Component level: This is the lowest level of the BOM, where the individual components or parts that make up the subassemblies or the final product are shown as separate items. A component is a basic element or material that is used to manufacture a subassembly or a final product 4 . This level contains the information about the components, such as their names, descriptions, quantities, units of measure, and relationships to the subassemblies or the final product 2 .
The most appropriate level of the BOM to forecast for a product family depends on several factors, such as the demand variability, production lead time, inventory cost, and customer preference of each level 5 . However, in general, it is advisable to forecast at the highest possible level of aggregation that still meets the customer requirements and expectations 5 . This is because forecasting at a higher level can reduce the forecast error and uncertainty, improve the forecast accuracy and reliability, and simplify the forecasting process 5 .
Therefore, for a product family that consists of 46 items, each having 5 features available and 6 options available, it would be most appropriate to forecast at the final assembly level items. This is because forecasting at this level can capture the overall demand pattern and trend of the product family, without getting into too much detail or complexity. Forecasting at this level can also allow for more flexibility and responsiveness in meeting customer needs and preferences by using postponement strategies 6 . Postponement strategies involve delaying some aspects of production or customization until after receiving customer orders 6 . For example, instead of forecasting and producing each item with each feature and option in advance, which would result in 46 x 5 x 6 = 1380 different combinations, the company can forecast and produce only 46 items at the final assembly level and then add features and options later according to customer orders.
The other options are not as appropriate as forecasting at the final assembly level items. Forecasting at the subassembly level items may be too detailed and complex for a product family with many features and options available. Forecasting at this level may result in higher forecast error and uncertainty, lower forecast accuracy and reliability, and more complicated forecasting process. Forecasting at this level may also reduce flexibility and responsiveness in meeting customer needs and preferences by committing resources too early in production. Forecasting at the component level items may be even more detailed and complex than forecasting at the subassembly level items. Forecasting at this level may have all the disadvantages mentioned above, as well as increase inventory cost and risk by holding too many components in stock.
References : Product Family Definition ; Bill of Materials (BOM) – An Essential Guide with Examples ; Subassembly Definition ; Component Definition ; Forecasting for Bill of Materials Inventory - EazyStock ; Postponement Strategy: Definition & Benefits .
A vendor-managed inventory (\VMI) program provides a benefit to the buying company in which of the following ways?
Options:
Reduces material cost
Reduces work in process (WIP)
Reduces administrative expenses
Reduces the number of quality notifications
Answer:
CExplanation:
Vendor-managed inventory (VMI) is a type of supply chain collaboration where the supplier takes responsibility for managing the inventory levels and replenishment orders of the buyer. VMI provides a benefit to the buying company in several ways, such as improving service levels, reducing stockouts, increasing visibility, and enhancing trust. One of the specific benefits of VMI is that it reduces administrative expenses for the buying company. Administrative expenses are the costs associated with the general operations and management of the business, such as salaries, rent, utilities, office supplies, and communication. VMI reduces administrative expenses by eliminating or simplifying the tasks related to inventory management, such as forecasting, ordering, invoicing, and payment. VMI also reduces administrative expenses by streamlining the communication and coordination between the buyer and the supplier, and by reducing the errors and disputes that may arise from inventory discrepancies.
References : CPIM Exam Content Manual Version 7.0, Domain 7: Plan and Manage Distribution, Section 7.1: Develop Distribution Plans, Subsection 7.1.3: Describe how to develop supplier-customer relationships (page 66).
In the sales and operations planning (S & 0P) process in a repetitive manufacturing environment, the resulting operations plan for a product family could be stated in terms of which of the following outputs?
Options:
A Projected labor hours
Metric tons to be produced
Value of products to be produced
Number of products planned for shipment
Answer:
DExplanation:
The sales and operations planning (S & OP) process is a cross-functional process that aligns the demand and supply plans of an organization. The S & OP process consists of several steps, such as data gathering, demand planning, supply planning, pre-S & OP meeting, executive S & OP meeting, and S & OP implementation. The output of the S & OP process is the production plan, which is a statement of the resources needed to meet the aggregate demand plan over a medium-term horizon. The production plan can be stated in different units of measure depending on the type of manufacturing environment. In a repetitive manufacturing environment, where the same or similar products are produced continuously or at regular intervals, the production plan can be stated in terms of the number of products planned for shipment. This unit of measure reflects the volume and mix of products that are expected to be sold and delivered to the customers. The number of products planned for shipment can also be used to calculate the capacity requirements, material requirements, and inventory levels for each product family.
References : CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.1: Develop Supply Plans, Subsection 4.1.2: Describe how to develop a production plan (page 36).
A focused differentiation strategy is best chosen with:
Options:
a broad cross-section of buyers and pursuit of a lower cost competitive advantage.
a narrow buyer segment and pursuit of a lower cost competitive advantage.
a broad cross-section of buyers and pursuit of a unique competitive advantage.
a narrow buyer segment and pursuit of a unique competitive advantage.
Answer:
DExplanation:
A focused differentiation strategy is a type of focus strategy that targets a narrow buyer segment and pursues a unique competitive advantage. A focus strategy is a business-level strategy that involves concentrating on a specific market niche or segment and tailoring the products or services to the needs and preferences of that niche 1 . A differentiation strategy is a business-level strategy that involves creating a product or service that is perceived as unique, distinctive, or superior by the customers, and charging a premium price for it 2 . A focused differentiation strategy combines these two approaches by offering a differentiated product or service to a narrow market segment that has unique demands or characteristics. This strategy allows the firm to create value for its customers and charge higher prices than its competitors, while avoiding direct competition with firms that target a broader market or offer lower-cost products or services 3 .
An example of a focused differentiation strategy is Lululemon, a Canadian company that sells high-end yoga and athletic apparel. Lululemon targets a niche market of health-conscious, affluent, and fashion-oriented women who are willing to pay premium prices for its products. Lululemon differentiates itself from other sportswear brands by offering high-quality, stylish, and innovative products that are designed to enhance the performance and comfort of its customers. Lululemon also fosters a strong brand identity and community among its customers by providing yoga classes, fitness events, online platforms, and social media engagement 4 .
References :
Focus Strategy - Definition, Types and Examples | Marketing Tutor
Differentiation Strategy - Definition & Examples | Marketing Tutor
Focused Differentiation Strategy: Definition & Examples - Video & Lesson Transcript | Study.com
Lululemon’s Focused Differentiation Strategy - Business Strategy Hub
A company has prioritized customers A, B, and C, filling orders in that sequence. What are the impacts to customer service levels for customers B and C?
Options:
100% service levels for B and C
Customer B has higher service level
Customer C has higher service level
Customer B and C have same service level
Answer:
BExplanation:
A company that has prioritized customers A, B, and C, filling orders in that sequence, will have an impact on the customer service levels for customers B and C. Customer service level is the percentage of orders that are fulfilled on time and in full. The higher the customer service level, the more satisfied the customer is with the company’s performance. When a company prioritizes customers based on their importance, value, or profitability, it means that it allocates its resources and capacity to serve the most preferred customers first, and then the less preferred customers later. This can result in different customer service levels for different customer segments. In this case, customer A is the most preferred customer, followed by customer B and then customer C. Therefore, customer A will receive the highest customer service level, as the company will fill its orders first and ensure that they are delivered on time and in full. Customer B will receive the second highest customer service level, as the company will fill its orders after customer A’s orders are fulfilled. Customer B may experience some delays or shortages if the company runs out of resources or capacity after serving customer A. Customer C will receive the lowest customer service level, as the company will fill its orders last, after customer A’s and B’s orders are completed. Customer C may face longer delays or higher shortages if the company has exhausted its resources or capacity after serving customer A and B. Therefore, the impact of prioritizing customers A, B, and C is that customer B has a higher service level than customer C. References := How to Prioritize Customer Requests - Gladly , Support Ticket Prioritization - 6 Best Practices to follow , [Customer Service Level: Definition & Calculation]
Which of the following strategies can improve the effectiveness of a company's customer value proposition and enhance its differentiation in the market?
Options:
Relocate high-cost activities to other geographic areas.
Outsource activities to outside vendors or contractors.
Invest in productivity enhancing technological improvements.
Adopt best practices that improve product design.
Answer:
DExplanation:
A customer value proposition (CVP) is a statement that summarizes the benefits that a product or service offers to a target customer segment 1 . A CVP can help a company differentiate itself from its competitors by highlighting its unique value proposition (UVP), which is the main reason why customers should choose its product or service over others 2 . A CVP can also help a company communicate its value to its customers, increase customer satisfaction and loyalty, and improve its market position 3 .
One of the strategies that can improve the effectiveness of a CVP and enhance its differentiation in the market is to adopt best practices that improve product design. Product design is the process of creating a new product or service that solves a customer problem or fulfills a customer need 4 . By improving product design, a company can create products or services that are more desirable, feasible, and viable for its customers 5 . Some of the best practices that can improve product design are:
Understanding the customer: conducting research and analysis to identify the customer segments, their jobs, pains, and gains, and their expectations and preferences. This can help create products or services that are tailored to the customer needs and wants, and deliver value that exceeds their expectations.
Using the Value Proposition Canvas: a tool that helps design, test, create, and manage products and services that customers actually want. The Value Proposition Canvas consists of two parts: the Customer Profile, which describes the customer segment in terms of their jobs, pains, and gains; and the Value Map, which describes how the product or service creates value for the customer by addressing their jobs, relieving their pains, and creating their gains. The Value Proposition Canvas can help align the product or service with the customer needs and wants, and create a fit between them.
Applying design thinking: a human-centered approach to innovation that integrates the needs of people, the possibilities of technology, and the requirements of business. Design thinking involves five phases: empathize, define, ideate, prototype, and test. Design thinking can help create products or services that are desirable for the customers, feasible for the technology, and viable for the business.
Incorporating feedback loops: collecting and analyzing data from customers and stakeholders to measure the performance and impact of the product or service. Feedback loops can help validate the assumptions and hypotheses about the customer needs and wants, test the effectiveness of the value proposition, and identify areas for improvement or innovation.
Therefore, by adopting best practices that improve product design, a company can create products or services that deliver superior value to its customers, and differentiate itself from its competitors in the market.
References : 1 : Customer Value Proposition Definition 3 2 : Unique Value Proposition Definition 4 3 : How to Write a Value Proposition (+ 6 Modern Examples) 5 4 : Product Design Definition 5 : What is Product Design? : Customer Discovery: The Ultimate Guide : Value Proposition Canvas – Download the Official Template 3 : What is Design Thinking? : Feedback Loop Definition
The sales and operations planning (S & OP) process in an assemble-to-order (ATO) production environment focuses on control of:
Options:
end product backlog.
finished goods inventory.
key intermediate part inventory.
raw material inventory.
Answer:
CExplanation:
The S & OP process in an ATO production environment focuses on control of key intermediate part inventory, which are the components or subassemblies that are produced in advance and assembled to order when the customer order is received. By controlling the key intermediate part inventory, the S & OP process can balance the demand and supply of the final products, while reducing the lead time and inventory costs. The key intermediate part inventory is also known as the decoupling point, where the production process switches from MTS to MTO mode. The S & OP process can determine the optimal level of key intermediate part inventory based on the forecast and backlog of customer orders, as well as the production capacity and costs.
The other options are less relevant for the S & OP process in an ATO production environment. End product backlog refers to the customer orders that have not been fulfilled yet. Finished goods inventory refers to the final products that are ready for sale. Raw material inventory refers to the basic materials that are used to produce the components or subassemblies. These types of inventory are more applicable for MTS or MTO production environments, where the production process is either entirely based on forecast or entirely based on sales order. In an ATO production environment, the S & OP process does not need to control these types of inventory, as they are either minimal or nonexistent. References : CPIM Part 2 Exam Content Manual, Domain 4: Plan and Manage Supply, Section B: Production Planning and Control, Subsection 1: Production Strategies and Techniques, Page 19; Demand management process in assemble to order (ATO) environment ; Assemble-to-Order (ATO): Overview, Examples, Pros and Cons .
An effective process to create meaningful change begins with:
Options:
reviewing financial outcomes and metrics over the last 4 quarters year-over-year.
identifying and discussing a past crisis, a potential crisis, or major opportunities.
refreshing corporate strategy to align with current marketplace realities for your industry.
using consultants to provide in-depth analysis of current management opportunities.
Answer:
BExplanation:
An effective process to create meaningful change begins with identifying and discussing a past crisis, a potential crisis, or major opportunities. This step is important because it helps to create a sense of urgency and motivation for the change, as well as to clarify the vision and goals of the change 1 . A past crisis can be used as a learning opportunity to analyze what went wrong and how to prevent it from happening again. A potential crisis can be used as a warning signal to anticipate and prepare for the possible challenges and risks. A major opportunity can be used as a catalyst to seize the competitive advantage and create value for the organization and its stakeholders 2 .
The other options are not the best ways to start an effective process to create meaningful change. Reviewing financial outcomes and metrics over the last 4 quarters year-over-year may provide some insights into the performance and profitability of the organization, but it may not reveal the underlying causes or drivers of the change, or the future trends and scenarios that may affect the organization 3 . Refreshing corporate strategy to align with current marketplace realities for your industry may be a necessary step in the change process, but it may not be sufficient to generate buy-in and commitment from the people who are involved in or affected by the change 4 . Using consultants to provide in-depth analysis of current management opportunities may be a helpful way to obtain external perspectives and expertise, but it may not ensure that the change is aligned with the organization’s culture, values, and capabilities 5 .
References : How To Create A Sense Of Urgency For Change ; How To Use Crisis As A Catalyst For Change ; Why Financial Metrics Alone Won’t Drive Change ; How To Align Your Strategy With Your Organization’s Culture ; How To Choose The Right Consultant For Your Change Project .
Once an organization's monthly sales and operations planning (S & 0OP) process has been completed, the functional responsibility of operations is to:
Options:
change the master schedule to meet the sales orders.
signal critical capacity constraints to top management.
meet the revised production plan.
produce to the current master production schedule (MPS).
Answer:
CExplanation:
The sales and operations planning (S & OP) process is a cross-functional process that aligns the demand and supply plans of an organization. The S & OP process consists of several steps, such as data gathering, demand planning, supply planning, pre-S & OP meeting, executive S & OP meeting, and S & OP implementation. Once the S & OP process has been completed, the executive S & OP meeting approves the final production plan, which is the output of the supply planning step. The production plan is a statement of the resources needed to meet the aggregate demand plan over a medium-term horizon. The functional responsibility of operations is to meet the revised production plan by developing and executing the master production schedule (MPS) and the detailed schedules. The MPS is a statement of the specific end items to be produced in each time period of the short-term horizon. The detailed schedules are the statements of the specific materials, resources, and activities needed to execute the MPS. References : CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.1: Develop Supply Plans, Subsection 4.1.2: Describe how to develop a production plan (page 36).
The demonstrated capacity of equipment in a process flow is $1,200 per day. Due to a malfunction in a feeder line, utilization
of the equipment is reduced by 25% on Day 6. If the efficiency remains unchanged at 110%, what would the output be on Day 6?
Options:
$300
$330
$900
$990
Answer:
DExplanation:
The output of the equipment on Day 6 can be calculated by multiplying the demonstrated capacity, the utilization, and the efficiency. The demonstrated capacity is given as $1,200 per day. The utilization is the ratio of the actual time that the equipment is used to the available time that it could be used. Since the utilization is reduced by 25% on Day 6, it means that the equipment is used for 75% of the available time. Therefore, the utilization is 0.75. The efficiency is the ratio of the actual output to the standard output. It is given as 110%, which means that the equipment produces 10% more than the standard output. Therefore, the efficiency is 1.1. The output on Day 6 can be found by multiplying these three factors:
Output = Demonstrated capacity x Utilization x Efficiency Output = $1,200 x 0.75 x 1.1 Output = $990
Therefore, the output on Day 6 is $990. References : CPIM Part 2 Exam Content Manual, Version 7.0, Domain 6: Plan, Manage, and Execute Detailed Schedules, Section A: Detailed Capacity Planning and Scheduling, Subsection 2: Capacity Management Concepts and Calculations, p. 37-38.
Which of the following approaches should first be considered as part of process improvement?
Options:
Hiring more skilled people to perform the job
Making better use of existing resources
Buying better and faster equipment
Applying stricter quality control
Answer:
BExplanation:
Process improvement is a method of analyzing and enhancing the production methods and techniques to increase productivity and performance. Process improvement aims to reduce costs, waste, defects, and errors, as well as to improve quality, efficiency, and customer satisfaction. When considering process improvement, the first approach that should be considered is making better use of existing resources. This means that the production system should optimize the utilization and allocation of the available resources, such as materials, labor, machines, and space. This can be achieved by implementing various techniques, such as lean manufacturing, six sigma, kaizen, or 5S. Making better use of existing resources can help to improve the process without requiring additional investment or expenditure.
The other options are not the first approaches that should be considered as part of process improvement. Hiring more skilled people to perform the job is not the first approach, as it may increase the labor cost and require more training and supervision. Hiring more skilled people may not necessarily improve the process if the existing methods and techniques are inefficient or ineffective. Buying better and faster equipment is not the first approach, as it may involve a large capital outlay and a long payback period. Buying better and faster equipment may not necessarily improve the process if the existing resources are underutilized or misallocated. Applying stricter quality control is not the first approach, as it may increase the inspection and testing cost and time. Applying stricter quality control may not necessarily improve the process if the existing methods and techniques are prone to errors or defects. References : CPIM Exam Content Manual Version 7.0, Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.2: Continuous Improvement Concepts, p. 46; Process Improvement; Process Improvement Definition.
Which of the following stock location systems would you use in a repetitive manufacturing, lean environment?
Options:
Fixed location
Floating location
Point-of-use storage
Central storage N
Answer:
CExplanation:
Point-of-use storage is a stock location system that places inventory close to where it is needed in the production process, reducing transportation and handling costs and improving efficiency. It is often used in repetitive manufacturing, lean environment, where the demand is stable and predictable, and the inventory is replenished frequently. Fixed location and central storage are stock location systems that store inventory in a designated area, which may require more space and movement. Floating location is a stock location system that assigns inventory to any available space, which may cause confusion and inefficiency. References : CPIM Exam Content Manual Version 7.0, Domain 5: Plan and Manage Inventory, Section 5.2: Inventory Management Methods, p. 32.
Reducing distribution network inventory days of supply will have which of the following impacts?
Options:
Increase turnovers and increase cash-to-cash cycle time.
Increase turnovers and reduce cash-to-cash cycle time.
Decrease turnovers and reduce cash-to-cash cycle time.
Decrease turnovers and increase cash-to-cash cycle time.
Answer:
BExplanation:
Reducing distribution network inventory days of supply will have the impact of increasing turnovers and reducing cash-to-cash cycle time. Distribution network inventory days of supply is a measure of how long it takes for a company to sell its entire inventory in its distribution network, which includes the warehouses and transportation systems that deliver the products to the customers 1 . It is calculated by dividing the average inventory by the cost of sales per day 1 . A lower distribution network inventory days of supply indicates that the company is selling its inventory faster and more efficiently, while a higher distribution network inventory days of supply indicates that the company is holding too much inventory or having difficulty selling its products.
Turnovers, also known as inventory turnover or stock turnover, is a measure of how many times a company sells and replaces its inventory in a given period. It is calculated by dividing the cost of goods sold by the average inventory 2 . A higher turnover indicates that the company is selling its inventory quickly and efficiently, while a lower turnover indicates that the company is holding too much inventory or having difficulty selling its products.
Cash-to-cash cycle time, also known as cash conversion cycle or net operating cycle, is a measure of how long it takes for a company to convert its cash outflows into cash inflows. It is calculated by adding the days sales outstanding (DSO), which is the average time it takes for customers to pay for their purchases, and the distribution network inventory days of supply, and subtracting the days payable outstanding (DPO), which is the average time it takes for the company to pay its suppliers 3 . A shorter cash-to-cash cycle time indicates that the company is managing its cash flow more effectively, while a longer cash-to-cash cycle time indicates that the company is tying up more cash in its operations.
Therefore, reducing distribution network inventory days of supply will have the impact of increasing turnovers and reducing cash-to-cash cycle time, as it will decrease the average inventory level, increase the cost of sales per day, and decrease the distribution network inventory days of supply component in the cash-to-cash cycle time formula. This will improve the efficiency and profitability of the company’s operations and reduce its working capital needs.
References : Inventory Days Of Supply | Supply Chain KPI Library | Profit.co ; Inventory Turnover Ratio | Formula | Calculator (Updated 2021) ; Cash Conversion Cycle - CCC .
Rivalry among competing sellers is generally weaker when:
Options:
buyer demand is growing rapidly.
the products of rival sellers are commodities.
buyer costs to switch brands are low.
the number of rivals increases, and rivals are of roughly equal size and competitive capability.
Answer:
AExplanation:
Rivalry among competing sellers is the degree of competition between firms in the same industry. It can affect the profitability and market share of the firms, and influence their strategies and decisions. Rivalry tends to be stronger when the demand is slow, the products are similar, the switching costs are low, and the capacity is high. Rivalry can also lead to innovation, differentiation, and customer satisfaction.
Rivalry among competing sellers is generally weaker when buyer demand is growing rapidly. This is because a fast-growing market offers more opportunities for expansion and growth for all the firms, without having to compete aggressively for a limited number of customers. A fast-growing market also reduces the pressure to cut prices or increase advertising, as the demand exceeds the supply. A fast-growing market can also attract new entrants, which can increase the rivalry in the long run, but in the short run, it can create more diversity and segmentation in the market.
References : Competitive Rivalry: What Is It and Why Is It Important? | Indeed.com; Industry Rivalry & Competition | Porter’s Five Forces .
The results from responding to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes is called:
Options:
bullwhip effect.
supply and demand.
process train.
forward integration.
Answer:
AExplanation:
The results from responding to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes is called the bullwhip effect. The bullwhip effect is a phenomenon that occurs when small changes in demand at the downstream end of the supply chain (such as retailers or customers) cause larger and larger fluctuations in demand at the upstream end of the supply chain (such as wholesalers, distributors, or manufacturers). The bullwhip effect can create inefficiencies, waste, and costs in the supply chain, as well as reduce customer satisfaction and profitability.
One of the causes of the bullwhip effect is the response to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes. Lead time is the time between placing an order and receiving it from a supplier. Lot size is the quantity of units ordered or produced at a time. When there is uncertainty or variability in demand or supply, such as due to seasonality, promotions, disruptions, or forecasting errors, some supply chain members may try to cope by exaggerating lead times and increasing lot sizes. For example, a retailer may increase its safety stock or reorder point to avoid stockouts or delays, or a manufacturer may produce more than needed to take advantage of economies of scale or discounts. However, these actions can have unintended consequences, as they can distort the demand information and amplify the demand variability along the supply chain. This can result in excess inventory, low inventory turnover, high holding costs, poor service levels, lost sales, obsolete products, or capacity issues.
To prevent or reduce the bullwhip effect caused by responding to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes, some possible solutions are:
Improving communication and collaboration among supply chain members to share accurate and timely demand information and forecasts.
Reducing lead times and lot sizes by using lean production techniques, just-in-time inventory systems, or quick response methods.
Implementing vendor-managed inventory (VMI) systems, where suppliers are responsible for managing and replenishing the inventory of their customers based on their actual consumption data.
Adopting advanced technologies, such as radio-frequency identification (RFID), artificial intelligence (AI), or blockchain, to enhance visibility, traceability, and coordination in the supply chain.
References := Bullwhip Effect: Meaning, Example, Impact - Investopedia , Bullwhip Effect - What Is It, Causes, Supply Chain, Examples , Bullwhip Effect: Example, Causes, and Impact on Supply Chain
When developing a quantitative model to support sales and operations planning (S & OP), which of the following statements is most true?
Options:
It is necessary to capture all of the detail in order to create a useful model.
Aggregation will be necessary to develop an appropriate model.
Clear objectives are not necessary to begin the modeling process.
A minimal level of effort is required to develop a model.
Answer:
BExplanation:
A quantitative model is a mathematical representation of a real-world situation that involves numbers, variables, equations, and logic. A quantitative model can be used to support sales and operations planning (S & OP), which is a process of aligning the demand and supply plans of an organization at an aggregate level. To develop a quantitative model for S & OP, the following statements are most true:
It is not necessary to capture all of the detail in order to create a useful model. In fact, too much detail can make the model complex, unrealistic, and difficult to solve. A useful model should capture the essential features of the situation and simplify the irrelevant or insignificant aspects 1 .
Aggregation will be necessary to develop an appropriate model. Aggregation is the process of combining data or information into higher-level categories or groups. For example, products can be aggregated into product families, customers can be aggregated into market segments, and time periods can be aggregated into months or quarters. Aggregation can help reduce the size and complexity of the model, as well as improve its accuracy and reliability 2 .
Clear objectives are necessary to begin the modeling process. Objectives are the desired outcomes or goals that the model aims to achieve or optimize. For example, an objective of S & OP could be to maximize profit, minimize cost, or balance inventory. Clear objectives can help define the scope, structure, and criteria of the model 3 .
A significant level of effort is required to develop a model. Developing a model involves several steps, such as defining the problem, collecting and analyzing data, formulating and testing the model, implementing and validating the solution, and evaluating and improving the results. Each step requires careful planning, execution, and evaluation 4 .
References : CPIM Part 2 Exam Content Manual, Domain 3: Plan and Manage Demand, Section 3.1: Demand Management Concepts and Tools, p. 27-28; Quantitative Techniques Used in Sales & Operations Planning ; Sales and Operations Planning (S & OP) 101| Smartsheet ; Chapter 13 – Aggregate Planning - KSU ; What is Sales and Operations Planning (S & OP) | Oracle ; Aggregation and Disaggregation | SAP Help Portal .
Which of the following situations is most likely to occur when using a push system?
Options:
Work centers receive work even if capacity is not available.
Work centers are scheduled using finite capacity planning.
Work centers operate using decentralized control.
Work centers signal previous work centers when they are ready for more work.
Answer:
AExplanation:
A push system is a production system that operates based on planned or forecasted demand, rather than actual or current demand. In a push system, work orders or tasks are released to the work centers according to a predetermined schedule, regardless of the availability of capacity or resources at the work centers. This means that work centers may receive work even if they are already overloaded or have no idle time, which can result in long lead times, high inventory levels, and poor customer service 1 .
The other options are more likely to occur when using a pull system, which is a production system that operates based on actual or current demand, rather than planned or forecasted demand. In a pull system, work orders or tasks are released to the work centers only when there is a need or a request from the downstream work centers or customers. This means that work centers are scheduled using finite capacity planning, which is a method of allocating capacity and resources based on the actual availability and constraints of the work centers 2 . Work centers also operate using decentralized control, which means that each work center has the autonomy and authority to make decisions based on the local conditions and signals from the environment 3 . Work centers also signal previous work centers when they are ready for more work, which is a way of synchronizing the flow of materials and information along the production process 4 .
References : Push System vs. Pull System: Adopting A Hybrid Approach To MRP ; Push Systems vs. Pull System: Definitions and Differences ; JUST-IN-TIME MANUFACTURING | SpringerLink ; 9 Just-In-Time and Lean Systems - Seneca College .
An advantage of adopting a capacity-leading strategy is that:
Options:
there is sufficient capacity to meet demand.
there is sufficient demand to consume capacity.
all demand is satisfied, and profit is maximized.
overcapacity problems are minimized.
Answer:
AExplanation:
A capacity-leading strategy is a proactive approach that adds or subtracts capacity in anticipation of future market demand. It is an aggressive strategy with the objective of improving the service level and decreasing lead time 1 . An advantage of adopting a capacity-leading strategy is that there is sufficient capacity to meet demand, which means that the organization can satisfy customer needs and expectations, as well as capture new market opportunities. A capacity-leading strategy can also help the organization gain a competitive edge by being the first to offer new products or services, or by lowering prices due to economies of scale 2 .
The other options are not advantages of adopting a capacity-leading strategy. There is not necessarily sufficient demand to consume capacity, which means that the organization may face overcapacity problems, such as high inventory costs, low utilization rates, and reduced profitability 3 . All demand is not satisfied, and profit is not maximized, because there may be other factors that affect customer satisfaction and profitability, such as quality, price, or service 4 . Overcapacity problems are not minimized, but rather increased, by adopting a capacity-leading strategy, because the organization may have more capacity than needed if demand does not increase as expected 3 .
References : CPIM Part 2 Exam Content Manual, Domain 4: Plan and Manage Supply, Section 4.1: Supply Management Concepts and Tools, p. 33-34; Capacity Planning Strategies: Types, Examples, Pros And Cons - Toggl ; Lead Capacity Strategy, Lead Demand Strategy - UniversalTeacher.com ; Capacity Planning Strategies For End-to-End Supply Chain Profitability ; Capacity Planning Strategies: Types, Examples, Pros And Cons - Toggl .
In which of the following environments is capable-to-promise (CTP) more appropriate than available-to-promise (ATP)?
Options:
Consumer electronics sold through local retailers
Industrial supplies shipped from regional distribution centers (DCs)
Packaged foods sold in grocery stores
Specialty chemicals packaged and shipped to order
Answer:
DExplanation:
Capable-to-promise (CTP) is a method of order promising that considers both material and capacity availability. CTP is more appropriate than available-to-promise (ATP), which only considers material availability, in environments where the production process is complex, customized, or resource-intensive, and where the demand is uncertain or variable. CTP can provide more accurate and realistic delivery dates, as well as optimize the use of resources and reduce inventory costs.
Among the options given, specialty chemicals packaged and shipped to order is the most suitable environment for CTP. This is because specialty chemicals are often produced in small batches or on demand, according to the specific requirements and preferences of each customer. Therefore, the production process requires high flexibility and customization, as well as careful coordination of materials and capacity. The demand for specialty chemicals may also vary depending on the market conditions and customer needs. CTP can help the company to promise delivery dates that take into account the availability of both materials and capacity, as well as the production lead time and transportation time.
The other options are less suitable for CTP, as they are more likely to use standard or mass production processes, where the products are made in large quantities or in advance, and where the demand is more stable or predictable. In these environments, ATP may be sufficient to promise delivery dates based on material availability alone, without considering capacity constraints.
References : What is a Capable-to-Promise System (CTP System … - Techopedia ; Order promising - Supply Chain Management | Dynamics 365 ; Capable to Promise (CTP) (MRP and Supply Chain Planning Help) - Oracle ; Calculate sales order delivery dates using CTP - Supply Chain … .
Which of the following techniques would a group use to prioritize problems?
Options:
Critical path analysis
Pareto analysis
Scatter charts
Cause-and-effect diagrams
Answer:
BExplanation:
Pareto analysis is a technique that a group can use to prioritize problems. Pareto analysis is based on the Pareto principle, also known as the 80/20 rule, which states that 80% of the effects come from 20% of the causes 1 . Pareto analysis can help a group identify and focus on the most significant problems that account for the majority of the negative outcomes, and allocate their resources and efforts accordingly 2 .
The steps of Pareto analysis are 3 :
Step 1: Define the problem and its scope. Clarify what the problem is, why it is important, and what are the desired outcomes.
Step 2: Identify the causes of the problem. Brainstorm and list all the possible factors that contribute to the problem, such as people, processes, equipment, materials, environment, etc.
Step 3: Collect data on the causes. Gather quantitative or qualitative data on how often or how much each cause affects the problem, such as frequency, severity, cost, time, etc.
Step 4: Analyze the data using a Pareto chart. A Pareto chart is a type of bar chart that shows the frequency or impact of each cause in descending order, along with a cumulative line that shows the percentage of the total effect. A Pareto chart can help visualize which causes are more significant than others, and where the 80/20 split occurs.
Step 5: Prioritize the causes and take action. Based on the Pareto chart, select the most critical causes that need to be addressed first, and develop and implement solutions to eliminate or reduce them. Monitor and evaluate the results and repeat the process if necessary.
Therefore, Pareto analysis is a technique that a group can use to prioritize problems by identifying and focusing on the most significant causes that account for the majority of the negative outcomes.
References : 1 : The Pareto Principle - The 80/20 Rule Explained 1 2 : How to Use Pareto Analysis to Improve Your Business 2 3 : How to Perform a Pareto Analysis (Step-by-Step) 3
Which of the following planning modules considers the longest-range planning goals?
Options:
Capacity requirements planning (CRP)
Input/output analysis
Resource planning
Rough-cut capacity planning (RCCP)
Answer:
BExplanation:
Process improvement is a method of analyzing and enhancing the production methods and techniques to increase productivity and performance. Process improvement aims to reduce costs, waste, defects, and errors, as well as to improve quality, efficiency, and customer satisfaction. When considering process improvement, the first approach that should be considered is making better use of existing resources. This means that the production system should optimize the utilization and allocation of the available resources, such as materials, labor, machines, and space. This can be achieved by implementing various techniques, such as lean manufacturing, six sigma, kaizen, or 5S. Making better use of existing resources can help to improve the process without requiring additional investment or expenditure.
The other options are not the first approaches that should be considered as part of process improvement. Hiring more skilled people to perform the job is not the first approach, as it may increase the labor cost and require more training and supervision. Hiring more skilled people may not necessarily improve the process if the existing methods and techniques are inefficient or ineffective. Buying better and faster equipment is not the first approach, as it may involve a large capital outlay and a long payback period. Buying better and faster equipment may not necessarily improve the process if the existing resources are underutilized or misallocated. Applying stricter quality control is not the first approach, as it may increase the inspection and testing cost and time. Applying stricter quality control may not necessarily improve the process if the existing methods and techniques are prone to errors or defects. References : CPIM Exam Content Manual Version 7.0, Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.2: Continuous Improvement Concepts, p. 46; Process Improvement; Process Improvement Definition.
An organization has seen inventory increase every month for the past year and financial performance has net met expectations. Which of the following processes would most appropriately address correcting the problem?
Options:
Business planning
Sales and operations planning (S & OP)
Detailed material planning
Master scheduling
Answer:
BExplanation:
Sales and operations planning (S & OP) is a process that aligns the sales plan, the production plan, the inventory plan, and the financial plan to achieve the business objectives. S & OP helps to balance supply and demand, optimize resources, reduce inventory costs, and improve customer service. S & OP is done on an aggregate or family level, and covers a sufficient span of time to make sure that the necessary resources will be available. S & OP also involves regular reviews and updates of the plans based on the changes in the market and the company’s performance.
Business planning is a process that defines the long-term vision, mission, goals, and strategies of the organization. Business planning provides the direction and framework for the operational plans, but does not address the specific issues of inventory management and financial performance.
Detailed material planning is a process that determines the quantity and timing of material requirements for each item or component in the production plan. Detailed material planning is based on the master schedule, which is derived from the S & OP. Detailed material planning does not address the alignment of sales and operations at an aggregate level.
Master scheduling is a process that translates the S & OP into a detailed plan for each product or service in a specific time period. Master scheduling specifies the quantity and timing of finished goods to be produced or delivered to meet the demand. Master scheduling is dependent on the S & OP, and does not address the coordination of sales and operations at an aggregate level.
References :
APICS Exam Handbook, page 12
CPIM Part 1 Study Guide, page 19
CPIM Part 2 Study Guide, page 17
Sales and Operations Planning (S & OP) 101| Smartsheet
Sales, Inventory & Operations Planning - What It Is and How to Operate
In a make-to-order (MTO) environment, inputs to sales and operations planning (S & 0P) should include the:
Options:
projected backlog of customer orders.
work-in-process (WIP) inventory.
finished goods inventory.
available-to-promise (ATP) data.
Answer:
AExplanation:
In a make-to-order (MTO) environment, the production process is triggered by customer orders, which means there is no finished goods inventory or work-in-process inventory to consider in the sales and operations planning (S & OP) process. The available-to-promise (ATP) data is not an input to the S & OP process, but rather an output that indicates the quantity and date of products that can be promised to customers based on the current supply plan. The projected backlog of customer orders, on the other hand, is an important input to the S & OP process, as it reflects the current and future demand for the products and services offered by the organization. The projected backlog can help the organization plan its capacity, resources, materials, and delivery schedules to meet customer expectations and optimize profitability. References : CPIM Part 2 Exam Content Manual, Domain 3: Plan and Manage Demand, Section 3.1: Demand Management Concepts and Tools, p. 27-28.
One way to mitigate liability risk in the supply chain is to:
Options:
negotiate lower component cost.
require traceability for components.
push inventory to supplier locations.
use less-than-truckload (LTL) shipments more frequently.
Answer:
BExplanation:
Liability risk in the supply chain is the risk that a company may be held legally responsible for damages caused by its products or services, or by its business partners, such as suppliers, subcontractors, or customers 1 . Liability risk can result in financial losses, legal penalties, reputational damage, and customer dissatisfaction 1 .
One way to mitigate liability risk in the supply chain is to require traceability for components, which means the ability to track the origin, history, location, and status of a product or its parts throughout the supply chain 2 . Traceability can help a company to identify and prevent potential quality issues, defects, recalls, counterfeits, or frauds that may cause harm to the customers or the environment 2 . Traceability can also help a company to comply with regulatory standards, customer requirements, and social responsibility expectations 2 . Traceability can be achieved by using various methods, such as barcodes, RFID tags, serial numbers, blockchain, or cloud-based platforms 3 .
The other options are not effective ways to mitigate liability risk in the supply chain. Negotiating lower component cost may reduce the procurement expenses, but it may also compromise the quality and safety of the components, which may increase the liability risk. Pushing inventory to supplier locations may reduce the inventory carrying costs and risks, but it may also increase the dependency and vulnerability on the suppliers, which may expose the company to more liability risk. Using LTL shipments more frequently may reduce the transportation costs and emissions, but it may also increase the handling and damage risks of the products, which may affect the customer satisfaction and liability.
References : Understanding Supply Chain Risk: Liabilities | Avetta ; What is Traceability in Supply Chain Management? ; How to Achieve Supply Chain Traceability .
Risk pooling would work best for items with:
Options:
low demand uncertainty and short lead times.
low demand uncertainty and long lead times.
high demand uncertainty and short lead times.
high demand uncertainty and long lead times.
Answer:
DExplanation:
Risk pooling is a strategy to reduce the total safety stock by aggregating the inventory of multiple items or locations. Risk pooling works best for items with high demand uncertainty and long lead times, because these items have higher variability and require more safety stock. By pooling the inventory, the variability of the total demand is reduced, and the safety stock can be lowered without increasing the risk of stockouts. References : CPIM Part 2 Exam Content Manual, Domain 5: Plan and Manage Inventory, Section 5.3: Inventory Management Policies and Objectives, p. 28.
Which of the following represents landed costs?
Options:
Combining smaller shipments to take advantage of bulk efficiencies
Purchasing and delivering a purchased product to its final destination
Supplier absorbing freight charges
Duties levied on imports and exports
Answer:
BExplanation:
Landed cost represents the total cost of a product on its journey from the factory floor to the buyer’s door. It includes the price of goods, shipment costs, insurance fees, customs duties, and any other charges incurred along the way 1 . Therefore, purchasing and delivering a purchased product to its final destination is the best representation of landed cost among the given options.
Combining smaller shipments to take advantage of bulk efficiencies is not a representation of landed cost, but rather a strategy to reduce it. Bulk efficiencies are the benefits or savings that result from purchasing or shipping large quantities of goods at once, such as lower unit prices, transportation costs, or handling fees. Combining smaller shipments to take advantage of bulk efficiencies can help lower the landed cost by reducing some of the charges involved in the delivery process 2 .
Supplier absorbing freight charges is not a representation of landed cost, but rather a condition or term of sale. Freight charges are the fees paid to transport goods from one place to another by land, sea, or air. Supplier absorbing freight charges means that the supplier pays for the freight charges and does not pass them on to the buyer. This can affect the landed cost depending on whether the sale is based on free on board (FOB) or cost, insurance, and freight (CIF) terms. FOB means that the buyer is responsible for the freight charges and other costs after the goods are loaded on board the carrier at the point of origin. CIF means that the supplier is responsible for the freight charges and other costs until the goods reach the point of destination 3 .
Duties levied on imports and exports are not a representation of landed cost, but rather a component or factor of it. Duties are taxes or fees imposed by a government on goods that are imported or exported across its borders. Duties can affect the landed cost by increasing the price of goods or adding extra charges to the delivery process. Duties can vary depending on the type, value, origin, or destination of the goods 4 .
References := Landed Cost: Meaning & Calculator | Freightos , Landed Cost | Definition, Calculation, Formula & Price , What Is Landed Cost? Definition And Examples , What is Landed Cost? - Definition | Meaning | Example
Providing a realistic basis for setting internal performance targets can be accomplished through:
Options:
beta testing.
benchmarking.
breakthrough innovation.
best practices.
Answer:
BExplanation:
Providing a realistic basis for setting internal performance targets can be accomplished through benchmarking. Benchmarking is a process of comparing one’s own performance, processes, or practices with those of other organizations that are recognized as leaders or best in class in a specific area. Benchmarking can help identify gaps, strengths, weaknesses, opportunities, and threats in one’s own performance, as well as learn from the experiences and successes of others. Benchmarking can also help set realistic, achievable, and challenging goals and targets for improvement, based on external standards or benchmarks. Benchmarking can be done internally (within the same organization), externally (with other organizations in the same industry or sector), or functionally (with other organizations that perform similar functions or processes).
Beta testing is not a way of providing a realistic basis for setting internal performance targets. Beta testing is a stage of product development where a sample of potential users or customers test a product or service before it is released to the general public. Beta testing can help identify and fix any bugs, errors, or issues in the product or service, as well as collect feedback and suggestions for improvement. Beta testing can also help evaluate the usability, functionality, and quality of the product or service, as well as measure customer satisfaction and loyalty. Beta testing is not related to setting internal performance targets, as it is focused on the product or service, not the organization.
Breakthrough innovation is not a way of providing a realistic basis for setting internal performance targets. Breakthrough innovation is a type of innovation that creates significant value for customers and markets by introducing new products, services, or business models that are radically different from existing ones. Breakthrough innovation can help create competitive advantage, disrupt existing markets, or create new markets. Breakthrough innovation is not related to setting internal performance targets, as it is focused on the outcome, not the process.
Best practices are not a way of providing a realistic basis for setting internal performance targets. Best practices are methods or techniques that have been proven to be effective and efficient in achieving desired results or outcomes. Best practices can be derived from one’s own experience, research, or benchmarking. Best practices can help improve performance, quality, or productivity by adopting proven solutions or standards. Best practices are not related to setting internal performance targets, as they are focused on the implementation, not the measurement.
References := Benchmarking - Wikipedia , Benchmarking: Definition & Process | Study.com , What Is Benchmarking? Definition And Examples , What Is Beta Testing? Definition And Examples , What Is Breakthrough Innovation? Definition And Examples , What Are Best Practices? Definition And Examples
Up-to-date information about production order status is required to do which of the following tasks?
Options:
Calculate current take time.
Determine planned orders.
Replenish kanban quantities.
Calculate the cost of work in process (WIP).
Answer:
DExplanation:
Up-to-date information about production order status is required to calculate the cost of work in process (WIP). WIP is the inventory of unfinished goods or partially completed products that are still in the production process 1 . The cost of WIP is the sum of the costs of the materials, labor, and overhead that have been incurred in the production process but have not yet been transferred to the finished goods inventory 2 . To calculate the cost of WIP, we need to know how much of each production order has been completed and how much remains to be done. This information can be obtained from the production order status, which is a report that shows the current status of each production order in terms of its quantity, start date, end date, completion percentage, and variance 3 . By using the production order status, we can determine the amount of WIP for each production order and for the entire production process. This can help us monitor and control the production efficiency, profitability, and quality 4 .
References : 1 : Work In Progress (WIP) Definition 2 2 : Work-in-Process (WIP) Accounting 3 3 : Production Order Status Report 5 4 : How to Calculate Work in Process Inventory 6
Sales and operations planning (S & 0P) in a make-to-stock (MTS) environment is concerned with projecting:
Options:
item forecasts.
inventory.
backlog.
bookings.
Answer:
BExplanation:
Sales and operations planning (S & OP) in a make-to-stock (MTS) environment is concerned with projecting inventory. S & OP is an integrated planning process that aligns demand, supply, and financial planning and is managed as part of a company’s master planning 1 . MTS is a traditional production strategy that is used by businesses to match inventory with anticipated consumer demand 2 . Inventory is the quantity and value of materials and products that are available in stock or in transit 3 .
S & OP in an MTS environment is concerned with projecting inventory because inventory is the key link between demand and supply. Inventory can be classified into three types: raw materials, work-in-process, and finished goods 3 . S & OP aims to balance the inventory levels of these types with the expected demand and supply plans, as well as the financial objectives of the company. S & OP can help optimize inventory management by:
Reducing inventory costs, such as holding, ordering, and shortage costs 3 .
Improving inventory turnover, which is the ratio of sales to average inventory 3 .
Increasing inventory availability, which is the percentage of orders that can be fulfilled from stock 3 .
Enhancing inventory quality, which is the degree of conformance to specifications and standards 3 .
The other options are not as relevant for S & OP in an MTS environment as inventory. Item forecasts are estimates of future demand for specific products or services based on historical data, market trends, or customer inputs 4 . Item forecasts are an input to S & OP, not an output. S & OP uses item forecasts to generate aggregate demand plans for product families or categories, which are then matched with aggregate supply plans for production capacity or resources 1 . Backlog is the quantity of customer orders that have been received but not yet fulfilled 3 . Backlog is not applicable for S & OP in an MTS environment, because MTS products are produced before customer orders are received. MTS products are delivered from stock, not from backlog. Bookings are the quantity of customer orders that have been received and confirmed 3 . Bookings are also not applicable for S & OP in an MTS environment, because MTS products are not dependent on customer orders. MTS products are based on forecasted demand, not actual demand.
References : Make To Stock (MTS): Definition, Example, and How It Works - Investopedia ; Forecasting - Definition & Examples - ASQ ; What is Sales and Operations Planning (S & OP) | Oracle ; Inventory Management - Definition, Types, Objectives and Examples .
Given the information below, reducing which measure by 10% would contribute most to shortening the cash-to-cash cycle time?
Options:
Accounts receivable
Inventory value
Accounts payable
Cost of capital
Answer:
AExplanation:
The cash-to-cash cycle time is a financial metric that measures the time it takes for a company to convert its cash outflows into cash inflows. The cash-to-cash cycle time is calculated by adding the days of inventory outstanding (DIO), the days of sales outstanding (DSO), and the days of payables outstanding (DPO), and then subtracting the days of payables deferred (DPD). The cash-to-cash cycle time can be shortened by reducing any of the components, except for DPD, which should be increased. Reducing which measure by 10% would contribute most to shortening the cash-to-cash cycle time depends on the relative values of each component. However, given the information below, reducing accounts receivable by 10% would have the greatest impact.
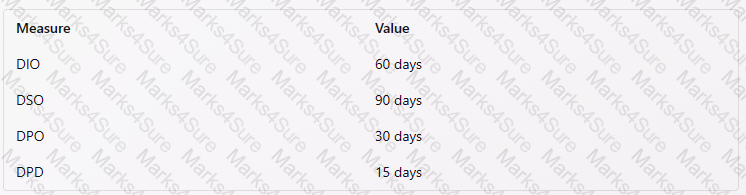
The current cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 60 + 90 + 30 - 15 = 165 days
If accounts receivable is reduced by 10%, then DSO becomes 81 days (90 x 0.9). The new cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 60 + 81 + 30 - 15 = 156 days
The difference is 9 days, which is the largest reduction among all the measures.
If inventory value is reduced by 10%, then DIO becomes 54 days (60 x 0.9). The new cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 54 + 90 + 30 - 15 = 159 days
The difference is 6 days, which is smaller than reducing accounts receivable.
If accounts payable is reduced by 10%, then DPO becomes 27 days (30 x 0.9). The new cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 60 + 90 + 27 - 15 = 162 days
The difference is 3 days, which is smaller than reducing accounts receivable and inventory value.
If cost of capital is reduced by 10%, then it has no direct effect on the cash-to-cash cycle time, as it is not a component of the formula. However, it may affect the profitability and liquidity of the company indirectly.
Therefore, reducing accounts receivable by 10% would contribute most to shortening the cash-to-cash cycle time, given the information below.
References : CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.2: Implement Supply Plans, Subsection 4.2.3: Describe how to implement financial management techniques (page 40).
A part is sold as a service part, and it is also used as a component in another part. Which of the following statements about the planning for this part is true?
Options:
Its low-level code is zero.
The material requirements for the part will be understated.
The service part demand can be included in the gross requirements.
It shouldn't have any safety stock.
Answer:
CExplanation:
A part that is sold as a service part and also used as a component in another part is called a dual-sourced item . A dual-sourced item has two sources of demand: the external demand from the customers who buy the service part, and the internal demand from the parent part that uses the component. The planning for a dual-sourced item should include both sources of demand in the gross requirements, so that the net requirements can be calculated correctly. The service part demand can be included in the gross requirements by using a planning bill of material , which is a special bill of material that shows the relationship between a parent item and its service parts. A planning bill of material allows the system to explode the service part demand to the component level and generate planned orders for both the service part and the component.
The other statements about the planning for this part are false. Its low-level code is not zero, because it is not an independent item. It has a higher low-level code than its parent item, because it is a component of another item. The material requirements for the part will not be understated, if both sources of demand are included in the gross requirements. It should have some safety stock, to protect against demand and supply uncertainties. References : CPIM Part 2 Exam Content Manual, Domain 4: Plan and Manage Supply, Section 4.2: Material Requirements Planning (MRP), p. 22-23.
In a lean environment, the batch-size decision for planning "A" items would be done by:
Options:
least total cost.
min-max.
lot-for-lot (L4L).
periodic order quantity.
Answer:
CExplanation:
In a lean environment, the batch-size decision for planning “A” items would be done by lot-for-lot (L4L). A lean environment is a production system that aims to eliminate waste and maximize value by applying the principles and practices of lean manufacturing 1 . “A” items are the most important items in an inventory system, based on the Pareto principle or the 80/20 rule, which states that 80% of the effects come from 20% of the causes 2 . Lot-for-lot (L4L) is an inventory ordering policy that orders exactly the quantity needed to meet the demand for each period 3 .
The reason why L4L is the preferred batch-size decision for planning “A” items in a lean environment is because it minimizes the inventory holding costs and reduces the risk of obsolescence or deterioration of the items 3 . L4L also supports the concept of pull production, which is a key element of lean manufacturing. Pull production is a method of controlling the flow of materials and information by producing only what is requested by the downstream customers or processes 4 . L4L aligns the production and consumption rates of “A” items, which are typically high-demand and high-value items, and avoids overproduction or underproduction. L4L also enables faster feedback and learning, as well as better responsiveness to customer needs and expectations.
The other options are not as suitable for planning “A” items in a lean environment. Least total cost is an inventory ordering policy that orders the quantity that minimizes the sum of ordering costs and holding costs 5 . However, this policy does not consider the demand variability or customer service level, and may result in large batch sizes that increase inventory levels and waste. Min-max is an inventory ordering policy that orders a fixed quantity whenever the inventory level falls below a minimum level 6 . However, this policy does not reflect the actual demand or consumption rate, and may result in excess inventory or stockouts. Periodic order quantity is an inventory ordering policy that orders a variable quantity at fixed time intervals. However, this policy does not synchronize the production and consumption rates, and may result in mismatched supply and demand.
References : Lean Manufacturing - Definition & Principles - ASQ ; Pareto Principle - Definition & Examples - Investopedia ; Lot-for-Lot (L4L) Definition | Operations & Supply Chain Dictionary ; Pull Production - Definition & Examples - ASQ ; Economic Order Quantity (EOQ) Definition - Investopedia ; Min-Max Inventory Management: Definition & Examples - Video & Lesson Transcript | Study.com ; [Periodic Order Quantity (POQ) Definition | Operations & Supply Chain Dictionary].
Which of the following tools is used to evaluate the impact that a production plan has on capacity?
Options:
Demand time fence (DTF)
Bill of resources
Product routing
Safety capacity
Answer:
BExplanation:
A bill of resources is a tool that is used to evaluate the impact that a production plan has on capacity. A bill of resources is a document that lists the required resources, such as machines, labor, materials, and space, for each product or service in the production plan 1 . A bill of resources can help estimate the total capacity requirements for the production plan, as well as the capacity utilization and availability for each resource 2 . A bill of resources can also help identify potential capacity gaps, bottlenecks, or excesses, and evaluate alternative production plans or resource allocations 3 .
A bill of resources can be created by using the following steps 4 :
Step 1: Identify the products or services in the production plan and their quantities and timings.
Step 2: Identify the resources needed for each product or service and their quantities and timings. This can be done by using tools such as product routings, process maps, or work breakdown structures.
Step 3: Aggregate the resource requirements for each product or service and for the entire production plan. This can be done by using tools such as spreadsheets, tables, or charts.
Step 4: Compare the resource requirements with the resource capacities and availability. This can be done by using tools such as capacity planning matrices, load profiles, or resource histograms.
Step 5: Analyze the results and make adjustments or recommendations. This can be done by using tools such as what-if analysis, simulation, or optimization.
Therefore, a bill of resources is a tool that is used to evaluate the impact that a production plan has on capacity.
References : 1 : Bill of Resources Definition 1 2 : Capacity Planning Definition 2 3 : Capacity Planning Tools 3 4 : How to Create a Bill of Resources 4
A technique to manage load variability would be to:
Options:
apply capacity planning using overall factors (CPOF) to identify priority items at the work center.
plan additional safety capacity as a part of total available capacity to meet unplanned demand.
design the shop floor with machines that sit idle until additional demand requires their use.
use capacity bills to provide a rough-cut method of planning total-time-per-unit value.
Answer:
BExplanation:
Load variability is the fluctuation in electricity demand over time. It is influenced by factors such as weather conditions, time of day, day of the week, and various external events. The higher the load variability, the more challenging it becomes to accurately predict demand and plan capacity 1 .
A technique to manage load variability would be to plan additional safety capacity as a part of total available capacity to meet unplanned demand. Safety capacity is the act of consistently planning your production below capacity. The reason for this is so the company can become more flexible and responsive to the changing needs of the customer 2 . For example, if your company was operating at full capacity and your best customer needed extra product, you would be unable to meet their request. By allowing for safety capacity, your company can become more flexible and more responsive.
The other options are not techniques to manage load variability, because they are either irrelevant or ineffective. Applying capacity planning using overall factors (CPOF) to identify priority items at the work center is a simple approach to capacity planning that applies historical ratios. These ratios are based on the master production schedule along with established production standards 3 . However, this method does not account for load variability or unexpected changes in demand or supply. Designing the shop floor with machines that sit idle until additional demand requires their use is a wasteful and costly way of managing load variability. It does not optimize the utilization of resources or minimize the inventory costs 4 . Using capacity bills to provide a rough-cut method of planning total-time-per-unit value is a procedure based on the manufacturing production schedule (MPS). It indicates the total standard time required to produce one end product in each work center required in its manufacture 5 . However, this method does not address the fluctuations in demand or supply that may occur due to load variability.
External sustainability reporting and verification is an opportunity for a company to communicate its:
Options:
confidence.
profitability.
growth.
performance.
Answer:
DExplanation:
External sustainability reporting and verification is an opportunity for a company to communicate its performance in terms of environmental, social, and governance (ESG) aspects. ESG performance refers to how a company manages its impacts and risks on the natural environment, the society, and its own governance structure. By reporting and verifying its ESG performance, a company can demonstrate its commitment to sustainability, transparency, and accountability to its stakeholders, such as investors, customers, employees, regulators, and the public. External sustainability reporting and verification can also provide a company with various benefits, such as improved reputation, enhanced stakeholder trust, increased operational efficiency, reduced costs, and better decision making 1 2 3 .
Which of the following criteria is used to determine safety stock in a distribution center (DC)?
Options:
Economic order quantity (EOQ) N
Seasonal index value
Alpha factor level
Probability of stocking out
Answer:
DExplanation:
Safety stock is a type of inventory that is held in excess of the expected demand to protect against uncertainties such as demand variability, lead time variability, or supply disruptions. Safety stock can help to reduce the risk of stockouts, which are situations where the inventory level falls below the demand level and the customer orders cannot be fulfilled. Safety stock can be determined by using different methods, such as statistical models, service level policies, or empirical rules. One of the common criteria that is used to determine safety stock in a distribution center (DC) is the probability of stocking out, which is the likelihood that the inventory level will be insufficient to meet the demand during a replenishment cycle. The probability of stocking out can be calculated by using the normal distribution, assuming that the demand and lead time are normally distributed. The probability of stocking out can also be expressed as the complementary value of the service level, which is the percentage of customer orders that can be satisfied from the available inventory. A higher probability of stocking out implies a lower service level and a lower safety stock. A lower probability of stocking out implies a higher service level and a higher safety stock.
References : CPIM Exam Content Manual Version 7.0, Domain 7: Plan and Manage Distribution, Section 7.2: Implement Distribution Plans, Subsection 7.2.2: Describe how to implement inventory management techniques in distribution (page 68).
A machine is suddenly having excessive downtime. Which of the following tools would be used in a root cause corrective action process to determine the problem?
Options:
Failure mode effects analysis (FMEA)
Standardized work analysis chart
Balance chart
A3 method
Answer:
DExplanation:
A3 method is a tool that can be used in a root cause corrective action process to determine the problem of a machine that is suddenly having excessive downtime. A3 method is a structured problem-solving approach that follows the Plan-Do-Check-Act (PDCA) cycle and uses a single sheet of paper (A3 size) to document the problem, analysis, countermeasures, and results 1 . A3 method can help identify the root cause of a problem by using tools such as the 5 Whys or the fishbone diagram, and then develop and implement effective corrective actions to prevent recurrence 2 . A3 method can also help communicate the problem and the solution to stakeholders, as well as monitor and evaluate the outcomes 3 .
The steps of the A3 method are 4 :
Step 1: Define the problem and its impact. Describe the current situation, the gap between the actual and the desired state, and the scope and magnitude of the problem.
Step 2: Identify the root cause of the problem. Use tools such as the 5 Whys or the fishbone diagram to analyze the factors that contribute to the problem and drill down to its root cause.
Step 3: Propose countermeasures to address the root cause. Generate possible solutions that can eliminate or reduce the root cause, and evaluate their feasibility, effectiveness, and costs.
Step 4: Implement countermeasures. Select the best solution and plan how to execute it. Define the roles, responsibilities, resources, timeline, and expected outcomes of the implementation.
Step 5: Check results and process. Measure and compare the results before and after the implementation, and verify if the problem has been solved or improved. Also check if the process has been followed correctly and document any deviations or issues.
Step 6: Standardize successful processes or identify unresolved issues. If the results are satisfactory, standardize the new process and ensure that it is sustained. If not, identify the remaining or new issues and repeat the A3 method.
Therefore, A3 method is a tool that can be used in a root cause corrective action process to determine the problem of a machine that is suddenly having excessive downtime.
References : 1 : What is an A3 1 2 : How to Use an A3 Report for Problem Solving 2 3 : The A3 Problem Solving Method 4 4 : The A3 Report – A Simple Tool for Complex Problems 5
PDF + Testing Engine

Testing Engine
PDF (Q&A)
